2009. 6. 20. 17:12, 뒤죽박죽 얼씨구 좋구나
반응형
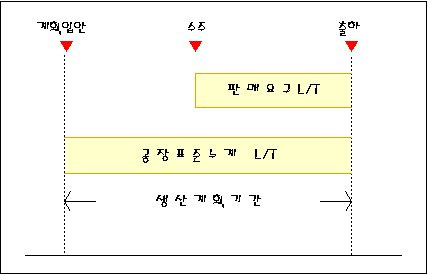
예전에 생산계획 수립업무를 할 때가 기억 납니다.
허구한 날 '생산계획작성, 수정, 배포,,,,,수정,,,,,배포,,,,' 쳇바퀴돌 듯 왔다 갔다하던 그 시절 저를 향해서 생산현장에서 일하시는 어느 한 분이 이런 말씀을 하셨습니다.
"어차피 계획대로 되지도 않는 거 뭐하러 고생 합니까?
자재가 제때에 입고가 안되고, 결근하는 사람이 생기고, 기계고장나고, 긴급주문 들어오고, 불량품이 발생하는데, 아예 생산계획 없이 생산합시다."
이 말을 듣고 내심으로 불쾌했습니다. 하지만 되놓고 표현할 수 없어 그냥 웃으며 넘겼습니다. 하지만 며칠간 내내 그 말이 머리주위를 맴 돌았습니다.
혹시 그 사람의 말이 옳은 것은 아닐까......
도대체 원활하게 흘러간다는 게 뭔가...
다른 회사들은 어떨까....라는 의문과 함께 말입니다.
그러다 어느 순간 자포자기에 빠져 있을 무렵, 지난 몇 달간 쌓아온 자료를 전반적으로 다시 리뷰를 해 볼 기회가 있었습니다. 앞서 현장직 한 분이 언급한 모든 상황이 주기적으로 일어났다가 잠잠해졌다가 다시 일어나는 등, 반복의 연속 과정이었습니다.
하지만 생산계획이라는 기준점이 있었기에 생산결과와 비교하여 분석할 수 있더군요. 또한 생산계획 내용과 결과의 차이가 예전에는 100이라면 서시히 40,....30....20....으로 줄어가는 것을 발견했습니다. 그래서 계획이 중요하고 필요하다고 이야기 합니다. 너무 당연하지요! 너무 단순하지요!.
이 처럼 당연하고 단순한 사실을 누구나 다 알고 있습니다. 하지만 이 사실을 몸으로 체감하지 못한 사람은 쉽사리 '현실과 맞지 않는 계획 혹은 예측'을 찾아내는 일을 지속할 수 없습니다. 어떤 의미에는 '계획이 예측이다'라고 할 수 있습니다.
| 제조업에서는 생산계획이 필요없다 ! | |
어제 운전 중에 "기상청이 올해부터 장마예보를 중단한다"는 라디오 뉴스를 들었습니다.
기상청은 지구온난화에 따라 장마전선 생선 전후에도 많은 비가 내리기 때문에 장마예보자체가 무의미하다는 이유로 중단한다고 밝혔다네요.
생산활동이 없는 기업이라면 생산계획이 필요 없듯이,
장마가 없는 나라라면 장마예보도 필요 없습니다.
하지만 엄연히 아직도 '장마'라는 단어가 우리 생활에 사용되고 있습니다. 그리고 본격적인 무더위가 장마가 끝난 후 시작되기에 무더위에 대한 각오?를 다지기도 합니다. 농부의 경우는 장마철 전에 모내기를 마무리하기도 합니다. 집을 짓거나 할 때도 장마철이 걸리지 않도록 일정을 잡기도 합니다. 그리고 무엇보다도 장마철이 되기전에 집안 곳곳의 비피해가 일어날 소지가 있는 곳을 손을 보기도 합니다. 이처럼 아직도 우리에게는 '장마철'라는 단어를 통해서 해야 할 일과 삼가해야 할 일을 구분짓고 행동을 옮기는 습관이 있습니다.

출처: 기상청 블로그
저의 경험을 빌리자면, 불확실한 변수 발생 때문에 일일단위 생산계획이 무의미해 질 경우에는 주간단위 생산계획을 수립해서 활용했습니다. 통제불가능한 변수가 감소할 시점에는 다시 일일단위 생산계획으로 되돌아 갑니다. 계획의 범위가 얼마가 되었던 간에 생산계획은 생산직 종업원뿐만 아니라 자재관리, 구매관리담당자에게도 기준 잣대 역할을 하였습니다. 심지어는 영업팀에게도 기준 잣대 역할을 하였습니다.
저와 같은 의견을 제시하는 사람이 있어서인지 모르지만, 기상청은 장마전선이 형성됐을 때는 주간예보나 일일 예보 등 중ㆍ단기 예보와 함께 장마전선에 따른 강수 예보를 수시로 할 예정이라고 하네요. 그렇다 한들 기상청의 이런 행동변화가 무책임하다는 인식을 잠재우지는 못합니다.
기상청 블로그에 올려진 어느 블로그 기자(일반 블로거)의 내용을 보니 답답함이 더 깊어집니다. "기상청의 장마예보 중단의 문제로 기상청에게만 탓할게 아니라, 지구온난화를 빗어낸 우리 모두의 책임이다"
어느 누가 지구온난화의 문제를 기상청에게 해결하라는 것이 아닙니다. 단지 희안한 핑계로 해야할 일을 하지 않겠다는 발언이 공감대를 형성하지 못한다는 것 입니다.
제가 기상청장이라면 예측의 정확도를 올리면서, 이상기후변화를 불러일으키는 원인을 줄일 수 있는 생활속의 지혜를 전파하는 업무도 하겠습니다. 자신의 할 일을 다하고, 할수 있는 일을 확대해야 한다는 것 입니다. 생산계획자가 단순히 생산계획에만 국한된 업무만 하는 것이 아니라, 이익을 높일 수 있는 다른 일을 스스로 찾아내는 종업원이 많을 때 그 회사가 발전하듯이 말입니다. 그런데 기상청은 슈퍼컴퓨터는 뭐할려고 세금을 들여 마련했을까요?
생산활동이 없는 기업이라면 생산계획이 필요 없듯이, 장마가 없는 나라라면 장마예보도 필요 없습니다.


반응형
'뒤죽박죽 얼씨구 좋구나' 카테고리의 다른 글
| 목숨걸고 편식하다 - MBC스페셜 이야기를 보고난 후 (10) | 2009.06.27 |
|---|---|
| 해외구매대행 사이트로 보다 저렴하게 구매하는 법 (8) | 2009.06.26 |
| 마이클 잭슨 사망으로 본 2009년 죽음 테마의 연결 (6) | 2009.06.26 |
| 한나라당 의원들, MBC 엄기영 사장 사퇴 공개 촉구 (8) | 2009.06.23 |
| 안양교도소 , 노무현 전 대통령 독방 극비리 준비 (2) | 2009.06.19 |
| 아나운서 송지헌 발언에 종지부를 찍다 (8) | 2009.06.17 |
| 바이러스 프로그램 - 카스퍼스키 (0) | 2009.06.16 |
| "자살을 권하는 대한민국" 전여옥 지지자 모임 회장의 발언에서..... (14) | 2009.06.13 |
Comments, Trackbacks