생산에서의 의존성(Dependency) 변동성(Variability)
왜 생산은 계획데로 안되는 걸까?
생산에서 계획했던 대로 생산량이 나오지 경우가 많이 있다. 왜 항상 생산에서는 계획량을 맞추지 못하는 것일까? 그리고 납기에 쪽기는 것일까?
생산계획은 일정시점에 자재와 자원(기계, 인원)이 확보될 것을 가정하고 생산시점과 생산량을 계획하는 것이다. 따라서 생산계획을 세우는 시점은 완벽한 계획이다. 그러나, 생산현장에는 의존성과 변동성이라는 것이 존재하기 때문에 그 일정을 달성하기는 어렵다. 특히나 의존성과 변동성이 큰 현장일수록 더욱더 어렵다.
의존성이란?
어떤 공정은 특정공정이 끝나기 전까지 활동을 시작 할 수 없다는 것이다. 예를 들어 어떤 제품이 아래와 같은 작업공정을 가지고 있다 하자.
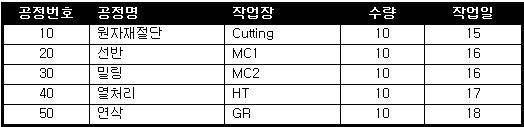
연삭은 반드시 열처리 공정이 끝나야 작업을 시작 한다고 하자. 만일 열처리작업이 장비의 고장으로 Day-17에 끝나지 못했다면 연삭 작업은 Day-18에 시작하지 못할 것이고, 열처리 작업이 끝날 때까지 지연될 것이다. 이렇게 어떤 한 공정이 다른 공정의 생산계획에 영향을 미치는 것을 의존성이라 한다. 제조업체에서의 의존성에 대한 예는 다음과 같은 것 들이 있다. (참조: TOC 동기화 경영,동양문고, pp95~96)
l 제품 생산에 필요한 공정들의 공정 순서표는 생산 의존성의 간단한 예이다. 전형적인 생산 환경하에서, 생산 공정은 필요한 자재가 조달될 때까지 시작될 수 없다. 순서상 개별 공정은 공정 순서표에 정해진 선행 공정들이 완료될 때까지 실행될 수 없다. 또 조립은 필요한 모든 구성부품들이 구매/가공될 때까지 시작될 수 없다.
l 위와는 다르나 중요하기는 마찬가지인 의존성은 한 자원이 두 가지 이상의 다른 제품의 가공에 필요할 때 나타난다. 두 가지 이상의 제품이 한 자원에서 가공될 때, 일정관리는 중요한 과제가 된다. 제조업체에서 가장 난감한 운영상 의사결정 중 하나가 일정 문제와 관련된 것이다. 어느 한 자원에서의 어설픈 일정은 다른 자원에서의 일정의 유효성과 제품의 실제 흐름에 부정적 영향을 미친다는 것을 모든 경영자들은 알고 있다. 그러나 그 영향은 그 이상이다. 결과로 생긴 문제는 throughput, 재고 및 운영비용에, 나아가 순이익에 매우 부정적인 결과를 낳을 수 있다.
l 기술부서가 고객이 원하는 사양에 대해 검토를 마칠 때까지 영업부서는 고객에게 견적할 수 없다.
l 견적서를 받기 전까지 고객은 주문할 수 없다.
l 고객의 신용조회가 만족할 만하게 끝날 때까지 고객 주문은 진행될 수 없다.
l 신용조회는 신용 담당 부서만이 할 수 있다.
l 생산부서가 신제품의 생산을 시작할 수 있으려면, 우선 기술부서가 제품과 공정에 대한 개발을 완료해야 한다.
l 원자재를 발주할 수 있으려면, 우선 자금이 가용해야 한다.
l 셋업 담당자는 하던 셋업을 마칠 때까지 다른 기계의 셋업을 할 수 없다.
l 정해진 공구담당자만이 중앙 공구실로부터 공구를 받을 수 있다.
l 기계의 교체작업이 끝나기 전까지 가공작업은 시작될 수 없다.
l 측정 공구의 정확도 검증이 끝날 때까지 가공품의 첫 단위에 대한 측정을 할 수 없다.
l 현장 관리자가 잔업의 필요성과 그 사용을 결정하려면, 우선 경영자가 잔업에 대한 방침을 확정해야 한다.
l 구매주문서를 인쇄하기 전에 유효한 구매주문 번호가 정해져야 한다.
l 거래명세표가 준비되기 전까지 제품은 출고될 수 없다.
변동성이란?
공정에서의 무작위적 사건(Random event)와 통계적편차를 말한다.

무작위적 사전이란? 예를 들어 Day-16에 선반작업과 밀링작업이 있는데 갑작스러운 몇 시간의 정전으로 계획된 선반작업만 끝내고 밀링작업을 하지 못했다면 이것은 무작위적 사건에 의하여 생산계획을 완료하지 못할 것이다. 그 밖의 예로는 설비의 고장, 작업인원의 결근, 하청업체의 제품의 불량 등이 이에 속한다.
통계적 편차란? Day-17에 밀링공정의 생산능력은 10이고, 작업 계획량이 10 이다. 여기에서 생산능력이란 평균적으로 10개를 생산할 수 있다는 것이지 반드시 10개를 생산한다는 것은 아니다. 다시 말하면 편차가 있다는 것이다 만일 이공정의 편차가 +/- 10%라 한다면 Day-17에 9~11개를 생산할 수 있다는 말이다. 만일 밀링공정에서 Day-17에 9개를 생산 하였다면 이것은 통계적 편차에 의한 지연이라고 할 수 있다.
생산현장에서는 항상 의존성과 변동성에 의하여 생산계획이 지속적으로 발생한다. 그리고 의존성과 변동성에 의하여 지연된 생산계획은 후속공정에 계속 영향을 미치고 납기 지연으로 이어진다. 반면에 의존성과 변동성으로 단축된 생산계획은 다음공정으로 전파되지 않고 공정중자재(WIP)의 증가로 이어질 가능성이 높다.
이러한 이유로 인하여 TOC에서는 생산공정에서 변동성과 의존성을 제거하거나 줄일 것을 강조한다. 그리고, 공정능력의 균형을 맞추기 보다는 공장내의 흐름을 동기화 할 것을 강조한다.
출처 : 누리
'공장내의 흐름을 동기화 할 것'에 대한 자료리스트

'경영이 지배하는 세상' 카테고리의 다른 글
| 동기화 경영 적용을 위한 일반적인 절차 (0) | 2008.05.07 |
|---|---|
| 동기화 경영의 원리 (0) | 2008.05.07 |
| 동기화 경영의 핵심개념 요약 (0) | 2008.05.07 |
| 셀 생산방식(Cell Manufacturing System) (0) | 2008.05.07 |
| 컨베이어 벨트는 가라.....이젠 '원맨 생산' 셀 생산 방식 (0) | 2008.05.07 |
| 제조시스템 '정보 허브' 역할 수행 (0) | 2008.05.07 |
| 경영전략 - 알렉산더 딜레마 (0) | 2008.05.06 |
| 경영전략 - 파킨슨의 법칙 (0) | 2008.05.06 |
